


规格:φ13.72~φ1000mm
产品用于:建造高压和超高压电站锅炉,建造过热蒸汽管、沸水管及机车锅炉用过热蒸管。
四、特殊用管工艺
内外抛光(表面等级:抛光180#、220#,240#,320#,400#,600#,800#);拉丝;酸洗;内焊道整平;在线光辉热处理。 [1]
9 304不锈钢焊管的耐碳化物分出的功能比316不锈钢非常好,可用上述温度规模。不锈钢无缝方管和焊接方管的区别
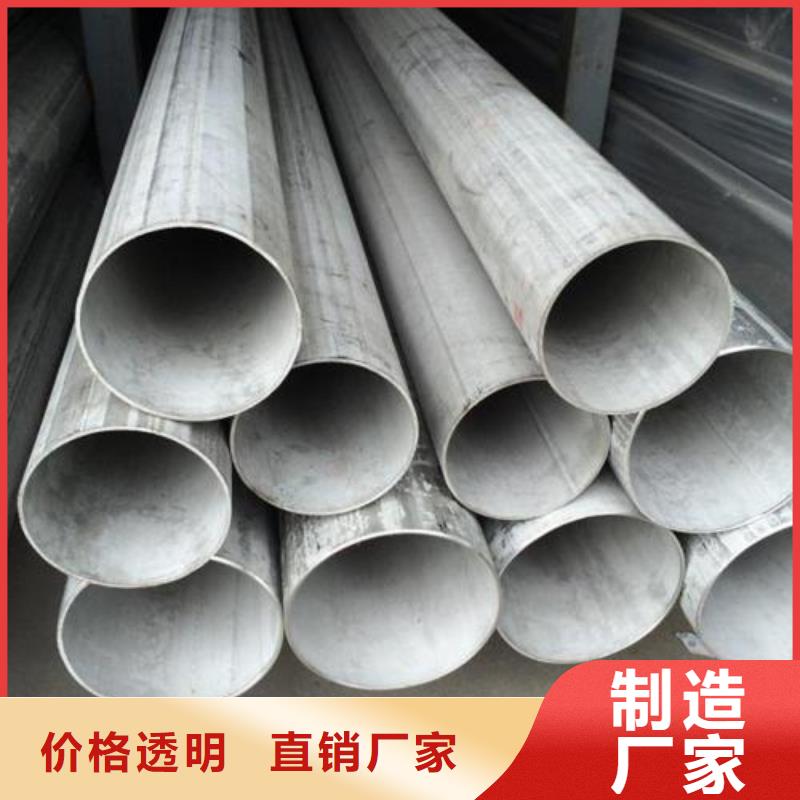
不锈钢方管是一种中空的长条钢材,因为截面是正方形所以叫做方管。大量用作输送流体的管道,如石油、天燃气、水、煤气、蒸气等,另外,在搞弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构
不锈钢方管分类:方管分无缝钢管和焊接钢管(有缝管)两大类。按断面又可分为方形和矩形管,广泛应用的是圆形钢管,但也有一些半圆形、六角形、等边三角形、八角形等异形钢管。
工艺:圆钢准备→加热→热轧穿孔→切头酸洗→修磨→润滑→冷轧加工→脱脂→固溶热处理→矫直→切管→酸洗→成品检验。1、制作工艺上的区别
不锈钢焊管是以钢板或钢带经过机组和模具卷曲成型后焊接而成的,管内壁一般有一条焊缝;而无缝管采用的是圆管坯作为原料进行穿孔,通过冷轧、冷拔或者热挤压的生产工艺制作而成,管子上没有焊接点。
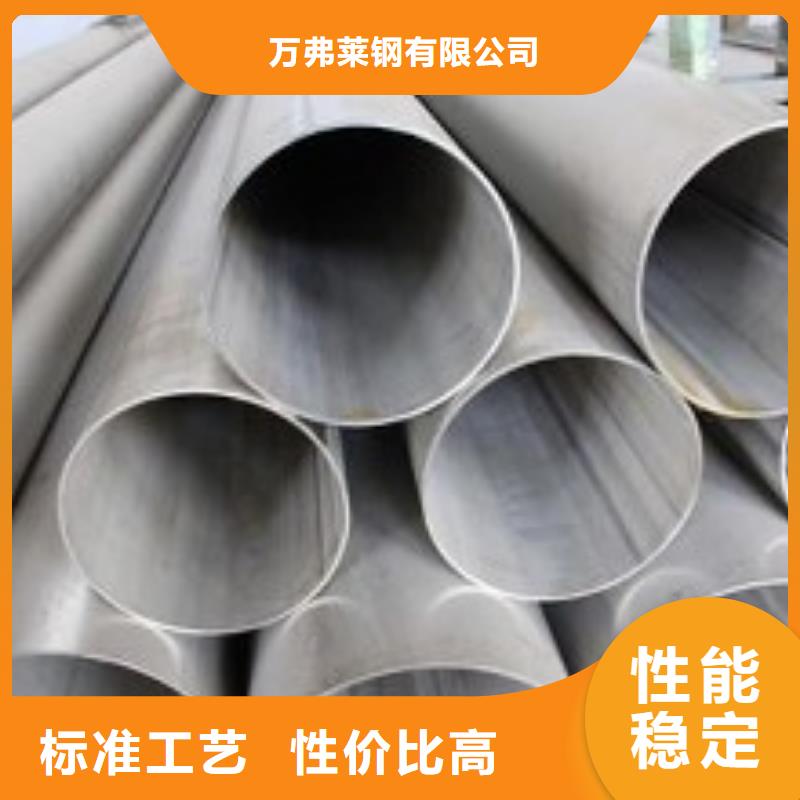
2、钢管外表上的区别
不锈钢焊管,其壁厚的公差很小,整个圆周的壁厚非常均一;钢管精度高,管内外表面光亮度高、可任意定尺;能做薄壁管。而无缝管的钢管精度低,壁厚不均匀、管内外表面光亮度低、定尺寸成本高,内外表还有麻点、黑点不易去除。因此,通常生产的无缝管壁都较厚。
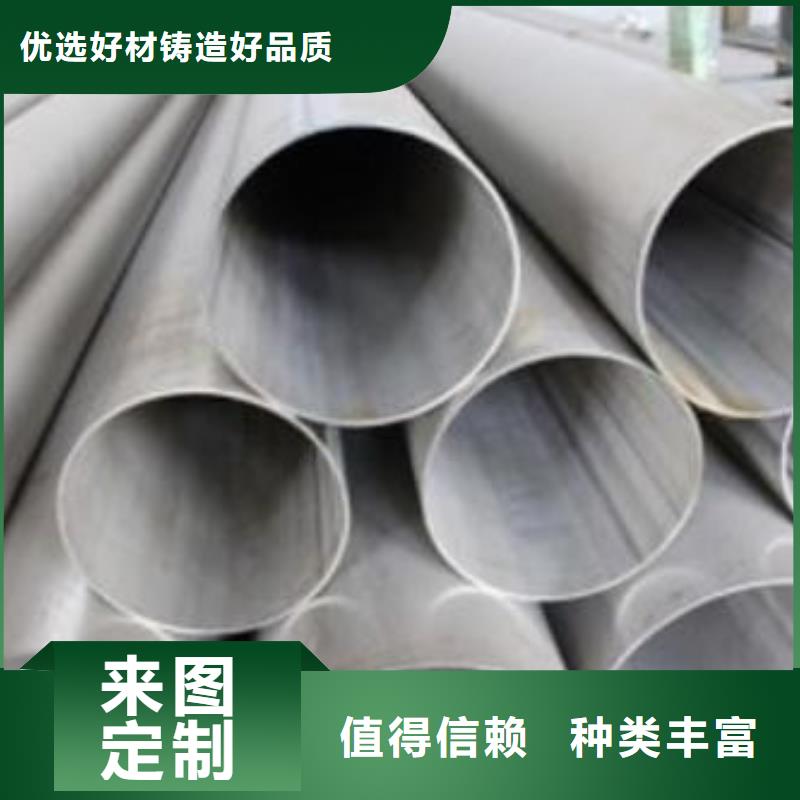
3、性能和价格上的区别
无缝管在抗腐蚀性以及承压耐高温等性能上要比焊管高得多。随着焊管制作工艺的提高,力学性能和机械性能上也慢慢向无缝管靠近。无缝管在制作工艺上比较复杂,它的价格比焊管要贵。
基于不锈钢无缝管和焊管的特点和区别,应用时要合理的进行选择,达到经济、美观和可靠的效果:



巢湖万弗莱钢有限公司拥有中、高级 镀锌管工程技术人员180余人,担负着全部产品的研发设计与生产指导。拥有完善的质量保证体系、严格的管理制度、强大的生产能力和先进的检测手段,在保证 镀锌管产品高质量、高产出的同时也具备了较高的市场占有率和较强的市场竞争力。



双相不锈钢管的异军突起已成为曩昔数十年来不锈钢管业的重大突破之一。双相不锈钢管耐蚀性好,强度高,是传统不锈钢和结构钢的 代替资料。随着镍、钼等重要合金的价格不断上涨,价格稳定的双相不锈钢管逐步遭到用户青睐。可是从技术层面剖析,稳定的价格可认为是双相不锈钢管给出的额外附带长处。
双相不锈钢管在腐蚀环境中性价比 。与300系不锈钢比较,本钱有不同程度的下降。双相不锈钢管的屈从强度比300系不锈钢高一倍,关于相同的载荷,能够选用更薄的双相不锈钢管。双相不锈钢管的制造本钱也比其他资料低,由于它简单加工和焊接。与高镍合金比较,铁素体相提高了双相不锈钢管的可焊接性。仅这一点就能够节约很多的焊接时间。使用高速钢切削东西,经济型双相不锈钢管 LDX 2101?的机械加工与316不锈钢相似,或许更简单些。而且双相不锈钢管机加工所需的工时也比高镍合金少。
依据《欧洲-不锈钢规划手册》,受轴向力的构件和受轴向力+曲折力的构件的规划强度等于0.2%屈从强度,还要考虑资料温度。达到焚烧温度时,不锈钢与其他金属的体现不同,它能在规范火情焚烧30分钟的温度下较好地保持其力学性能(主要是弹性模量和屈从强度)。不锈钢屈从强度的稳定性取决于资料的合金成分,即选用的不锈钢钢种。
不锈钢的结构规划并不比碳结钢的杂乱,双相不锈钢管的热膨胀系数与碳钢相同,大大低于奥氏体不锈钢。焊接接头的抗疲劳强度和碳钢接头相同好。它们的结构强度比规范奥氏体好,构件的承载力更大。



316不锈钢焊管的耐腐蚀性更好些,比304在高温环境下更耐腐蚀。所以在高温环境下,一般都会选用316材质的零部件。举个简单的例子,熔化黄金用的坩埚就是钼坩埚
但要注意的是在浓硫酸环境下,再高温度也千万别用316,不然很容易造成事故。因为钼很容易和高价硫离子反应生成硫化物。
所以说没有任何一种不锈钢是超级 耐腐蚀的。正所谓尺有所短,寸有所长。
价格方面来说,316比304略昂贵一些。304不锈钢焊接管波纹产生的原因主要是由于磨床钢管砂轮系统的振动或砂轮相对于工件的振动引起的。这种振动包括强迫振动和自激振动。振动的具体原因有很多,其中主要是砂轮不平衡,安装前没有进行过严重的平衡试验。因此,在磨削过程中会产生强迫振动,导致不锈钢管表面产生直波波纹。因为强迫振动的频率等于或是激励力的倍数。因此,由于这个原因,波纹更深,波距更宽。波的频率与砂轮的速度有关。在不锈钢管加工过程中,识别方法可以在工件表面涂上一薄层红油,调整工作台的移动速度,使工作台的移动距离在工件旋转时略等于砂轮宽度的2/3,然后移动磨削。轮架,使砂轮刚好接触到红油(不能切入),纵向刀一转后迅速缩回。此时,可以在工件表面观察到“多边形”的痕迹,测量出波的距离(即多边形的边缘宽度),并计算出波的频率(波频率)。表面磨削的识别方法与表面磨削相似。
砂轮驱动电机的不平衡也会产生强迫振动,引起直波纹(磨削外圆时)或横向波纹(磨削平面时),这与砂轮不平衡相似。由于同一原因,砂轮传动带的厚度和长度也不同,在磨床液压传动机构中,由于油泵的工作引起管道内液体的脉动,也可能出现类似的强迫振动。然而,由此产生的振动稍温和一些。不锈钢管表面加工时,钢管及机床系统在磨削过程中的弹性变形会增加磨削过程中的自激振动强度,使钢管被加工表面出现直波纹。此时波纹浅而密,波动频率一般约为每秒300次,这与砂轮的转速不一致。钢管和机床系统刚度越大,砂轮与工件之间的摩擦越大,自激振动幅值越大,波纹越大。单支不锈钢圆管重量计算公式:(外径-实际厚度)*实际厚度*0.02491*长度,
